



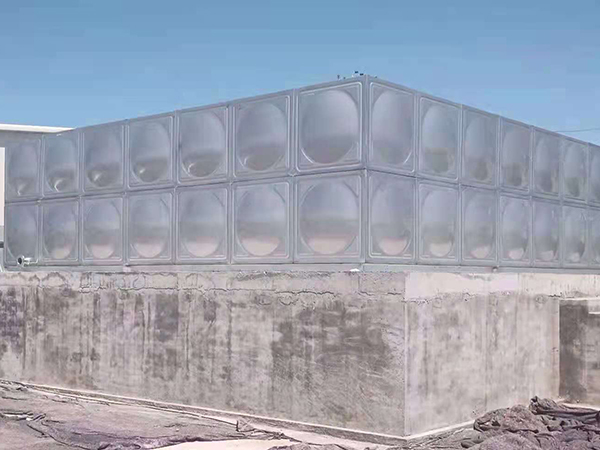

304不锈钢水箱安装制作方法,定西不锈钢水箱安装流程,从事水箱行业的朋友都知道,大型的304不锈钢水箱安装是将水箱板材拉倒现场去安装的,本文来为大家介绍304不锈钢水箱安装方法:

定西不锈钢水箱安装
不锈钢304水箱现场焊接制作安装前,需要把施工过程中所使用的材料、工具,辅材都准备好,步骤如下:
一、304不锈钢底板平板。
二、水箱冲压板,不锈钢冲压板模块尺寸有500*500mm,500*1000mm,1000*1000mm,1000*2000mm转角板,水箱板材配置按水箱尺寸合理搭配冲压板。
三、水箱拉筋采用304不锈钢材质,由大型设备折弯成型。分主拉筋、辅拉筋、斜拉筋、立柱。
四、水箱底架槽钢为热镀锌,无需刷漆防腐,常用规格有6号、8号、10号、12号等。
五、工具及辅材,包括ER308L焊丝,气瓶、氩弧焊焊接机,切割机、所需配件及其他辅助工具。水箱开孔、安装工艺图等。

定西304不锈钢水箱安装
定西不锈钢水箱安装工艺流程:
一、确认水箱基础是否合格。
二、符合现场施工要求:接电,符合相应的用电功率和规范。
三、铺水箱底板,底板尺寸与槽钢尺寸要符合,摆放整齐后先点焊固定底板,满焊前要对水箱一层冲压板四角加308L焊丝氩弧焊技术满焊封角,注意要以水箱外侧平整为标准,否则,整个水箱会走偏变形。二层侧板转角处均使用转角板调整焊接角度,确保整齐无误后点焊。侧板立好之后,方可以加焊丝满焊底板,冲压板,四边接触的位置采用加焊丝方式氩弧焊满焊,起固定作用。
立顶板时,顶板两边是平边无折弯的放在转角处,摆放整齐后焊固定,在角处立上U型立柱,一条主拉筋的每端上下左右分别满焊四条辅拉筋,在水箱每层链接转角处焊辅助拉筋。先点焊、再满焊,确保水箱的质量。从侧板一层与底板链接处焊接辅拉筋,先点焊,再满焊。侧板一,侧板二,将焊好的冲压板点焊固定再满焊,水箱作业完成后,在每条焊接处喷洒煤油试漏,人进到水箱内部查看是否有煤油渗漏到水箱内侧,如果有渗漏,要对渗漏部位进行重新焊接补。焊好水箱,按图纸要求,完善水箱进出水口径位置的大小,及配件。各项工作结束后,还要对水箱进行注水打压,检查水箱四周焊接是否有渗水现象,如果没有,则把水箱内的水放掉清洗水箱,以保证水箱清洁使用。




相关文章
- 你知道不锈钢水箱表面氧化怎么办吗?2021年12月11日
- 武威不锈钢水箱如何安装?武威不锈钢水箱安装过程介绍2021年11月26日
- 你知道武威生活水箱适合用哪种不锈钢水箱吗?2021年11月13日
- 张掖不锈钢水箱安装厂家发现不锈钢水箱安装注意事项2021年10月27日
- 聊一聊不锈钢水箱变形是什么原因引起的?2021年10月15日
公司地址:兰州市榆中县来紫堡乡方家泉村599号 技术支持:启航快优
热门搜索:兰州组合式不锈钢水箱价钱 兰州不锈钢水箱供应 兰州安装不锈钢水箱
甘肃捷成水箱厂(13088778696)是兰州订做不锈钢水箱厂家提供兰州不锈钢水箱,消防水箱订做,不锈钢保温水箱定制,生活水箱厂家就选捷成水箱,业务遍及甘肃,青海,宁夏等地,公司完成了众多知名企事业单位的不锈钢水箱玻璃钢水箱的设计制造及安装。
声明:部分素材来源于网络,如有侵权,请告知我们删除!
